Coffee Roasting VOC Control
Coffee and Chocolate Roasting produces harmful emissions which typically utilize oxidizers to eliminate smoke and odor from the roasting process.

The coffee and chocolate roasting process consists of cleaning, roasting, cooling, grinding, and packaging operations. Particulate matter (PM), volatile organic compounds (VOC), organic acids, and natural gas combustion products are the primary emissions from the roasting of coffee beans. Green coffee beans contain chemical compounds including proteins, fats, sugars, dextrin, cellulose, caffeine, and organic acids. During the roasting process some of these compounds volatize, oxidize, or decompose. As a result, toxic compounds such as alcohols, aldehydes, organic acids and nitrogen and sulfur compounds are emitted.
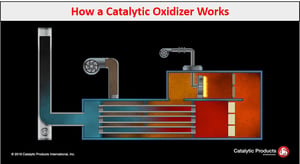
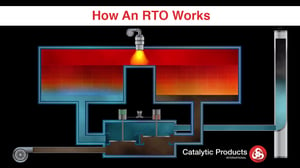
Gaseous emissions from roasting operations are typically ducted to a thermal oxidizer or thermal catalytic oxidizer following particulate matter removal by a cyclone. Some facilities use thermal catalytic oxidizers, which require lower operating temperatures to achieve control efficiencies that are equivalent to standard thermal oxidizers. Catalysts are also used to improve the control efficiency of systems in which the roaster exhaust is ducted to the burners that heat the roaster. When particulate matter is a concern, some roasters utilize Recuperative Thermal Oxidizers.
Coffee roasting equipment ranges from small 25 pound per hour batch roasters located at coffee shops to large industrial, continuous roasters at larger facilities. Below is a review of the types of oxidizers typically implemented for coffee roasting: