Thermal Oxidizer
What is a Thermal Oxidizer?
A Thermal Oxidizer is a combustion device that controls volatile organic compounds (VOCs), hazardous air pollutants ( HAPs), and odors by converting (destroying) the emissions into CO2 and H2O through the use of heat before exhausting them to the atmosphere.
Thermal Oxidizers significantly reduce harmful emissions from regulated industrial processes resulting in cleaner air and mitigating the impact on public health and the environment.
With thermal efficiencies up to 95% and destruction efficiencies that can exceed 99%, Thermal Oxidizers play a crucial role in promoting sustainable industrial practices by reducing emissions, conserving resources, and minimizing environmental impact.
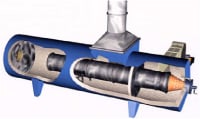
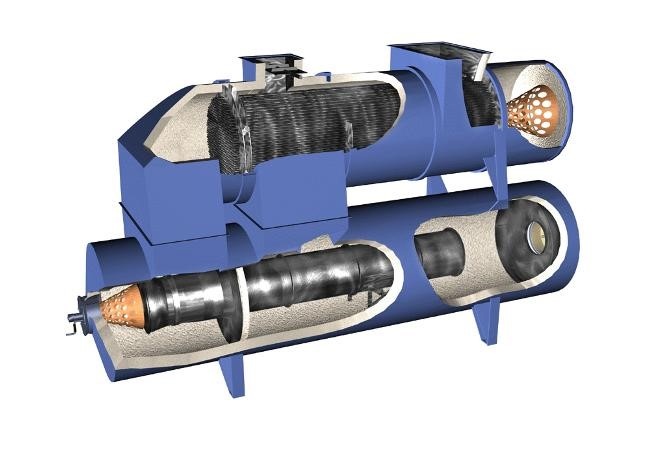
How does a Thermal Oxidizer work?
Using extreme high temperatures (1500°F) to trigger a combustion reaction, the VOCs & air pollutants are fully oxidized, transforming the organic solvents into CO2 (carbon dioxide) and H2O (water).
Oxidizer performance depends on a combination of the three T’s of combustion: Time, Temperature, and Turbulence.
- Time : Retention time, or residence time, is the length of time that a VOC/organic is at the appropriate oxidation temperature. Both retention time and residence time refer to time inside the thermal oxidizer's combustion chamber.
- Temperature: Typical temperatures in the combustion chamber range between 1400°F and 1600°F and higher. For each organic compound, a specific temperature and a specific retention time is required to achieve the desired level of destruction.
- Turbulence: Sufficient air mixing, also known as turbulence, must also be achieved.in the combustion chamber.
More About Thermal Oxidizers
Who uses Thermal Oxidizers:
Industrial processing and manufacturing industries utilize Thermal Oxidizers to reduce emissions of volatile organic compounds (VOCs), hazardous air pollutants (HAPs), and other greenhouse gases (GHG) typically to meet their regulatory requirements. CPI provides innovative and cost-conscious solutions to the most complex VOC, NOx, and Odor pollution challenges for a wide range of applications and industrial processes.
Thermal Oxidizers are commonly used to control VOCs in a wide variety of industries, including: automotive, bakery ovens, chemical processing, coil coating, flavoring & fragrance, flexographic printing, food processing, metal decorating, oil & gas processing, packaging, paint & surface coating, pharmaceutical, renewable natural gas, rubber tires, semiconductors, wastewater treatment, and web coating & converting.
Find thermal oxidizers for your industry.
Back to the table of contents
How to decide which thermal oxidizer is right for your process:
- Initial capital cost: Several key factors influence the initial CapEx investment for a Thermal Oxidizer. The number one factor is the air volume to be controlled from the process sources. Next is the type of oxidizer chosen (RTO, DFTO, Recuperative), and the materials of construction (MOC) suitable for the process gas constituents.
In addition to the equipment cost, consideration must be given to include shipping, installation, commissioning and startup.
- Operating cost: Annual operating costs include electricity, natural gas, compressed air (if needed), maintenance costs, and personnel. Thermal efficiency is a key factor when considering the type of thermal oxidizer to choose for a particular application. The amount of VOC present in the exhaust will influence this decision as well.
- Break-even point: Capital and operating costs can vary widely between different thermal oxidizers. It is necessary to evaluate and understand the total cost of ownership and break-even timing when deciding which type of thermal oxidizer is the best long-term solution for your application.
- Energy usage: Energy usage increases with the required airflow and size of equipment, but varies inversely with the upfront investment cost & thermal efficiency of the system.
- Destruction efficiency: Regulations will typically determine the DRE required for a partiular applciation. Regenerative Thermal Oxidizers (RTO) provide +98% destruction rate efficiency (DRE) while recuperative thermal oxidizers and direct-fired thermal oxidizers (DFTO) provide 99%+ DRE.
- Footprint, Weight, Size: The size, weight, and footprint of the equipment varies inversely with energy cost. Larger heat exchangers will increase the size of the oxidizer, but can provide strong payback in lower operating costs.
Back to the table of contents



 A
A