Waste heat recovery is one of the most utilized ways to reduce energy costs. Heat recovery from air pollution control systems, such as a Thermal Oxidizer, Regenerative Thermal Oxidizer, or Catalytic Oxidizer can not only reduce operating costs, but can also reduce Greenhouse Gas (GHG) emissions. Catalytic Products International (CPI) partners with its customers as a trusted resource in resolving the most complex air pollution and energy conservation problems. We provide our customers with innovative and cost-conscious solutions to their most complex VOC, NOx, and Odor pollution challenges. Our equipment is also at work meeting energy conservation strategies and minimizing greenhouse gas (GHG) emissions.
Below is a summary of “Heat Recovery 101” which may be a useful tool in understanding some of the basics and economics about heat recovery solutions.
Heat Recovery 101 - So What Is Heat Recovery?
 In this discussion, heat recovery is using wasted heat that would otherwise be sent to the atmosphere for some beneficial purpose. This may sound simple, but depending on the waste heat gas stream constituents and the process that is creating this stream, heat recovery can a complicated undertaking.
In this discussion, heat recovery is using wasted heat that would otherwise be sent to the atmosphere for some beneficial purpose. This may sound simple, but depending on the waste heat gas stream constituents and the process that is creating this stream, heat recovery can a complicated undertaking.
Here at CPI, our primary business is engineering solutions that eliminate air pollution from stationary industrial sources. This is most often accomplished by using one of our thermal or catalytic oxidizers. These processes operate at elevated temperatures where a typical exhaust temperature can be 200° F to 1,500° F. The examples discussed later will assume that the waste heat source is a Volatile Organic Compound (VOC) abatement device using either catalytic or thermal oxidation. Keep in mind that many other heating sources may be candidates for heat recovery. Sources such as boiler exhaust, oven or dryer exhausts, fluid heaters, and many others may offer attractive energy conservation options that should be explored.
There are two basic forms of oxidizer heat recovery: direct and indirect.
Direct Heat Recovery
Direct heat recovery is a less common heat recovery method. In direct heat recovery systems, the hot waste gas is used directly in a process without an exchange of medium. Select processes can take advantage of direct heat recovery.
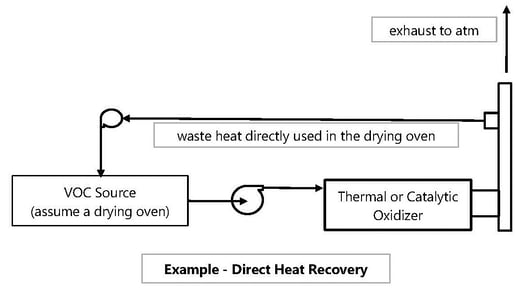
In the example sketch above, an oven or dryer that uses gas burners for heating can be integrated with a direct heat recovery system using the wasted heat from a thermal oxidizer. A direct heat recovery solution offers very low capital cost with high recovery value and very fast return on investment.
While direct heat recovery is a simple and low cost technique, there are some issues to be aware of. A clear understanding of what is in the oxidizer exhaust and how those constituents may affect the process has to be understood. For example, in flexographic or offset printing applications,, the color of the printed image may be impacted from byproducts in the oxidizer exhaust. In various coating applications that containsilicone ingredients, the silicone will convert to a silicon dioxide in the oxidizer, thus creating some particulate that could find its way back to the oven. If your product or process requires a contaminate-free heat source, direct heat recovery may not be an option.
Indirect Heat Recovery
The more common form of heat recovery is indirect heating, which uses a heat exchanger that exchanges energy between different mediums (air to air – or - air to fluid).
Many industrial facilities including bakeries, drying facilities and metal processing plants benefit by adding waste heat recovery systems to their processes to reduce energy demands. Process equipment and air pollution control systems installed in the past often do not incorporate up to date waste heat recovery options. Heat recovery systems can be retrofitted on existing processes to reduce energy costs.
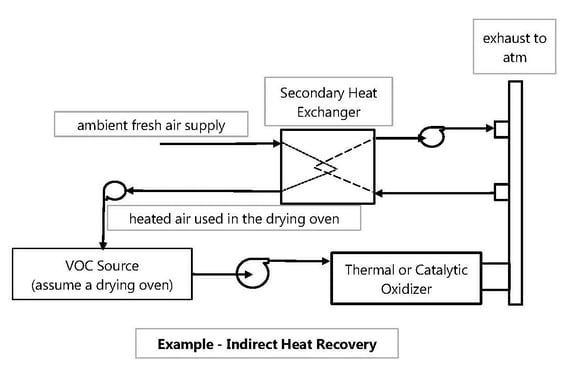
In the example sketch above, an oven or dryer that uses gas burners for heating can be integrated with an indirect heat recovery system or heat exchanger to use hot air from the oxidizer as a heating source where energy is exchanged to the cool fresh air. These systems are more complicated and require additional equipment which typically has a higher capital cost. Due to efficiency limitations, lower recovery temperatures are typical.
The benefit of an indirect heat recovery system as illustrated above is a separation of the oxidizer waste heat from the process supply heat. The ambient fresh air used for heating can be filtered to remove ambient particulates, or it can be humidity controlled for certain curing requirements of the process.
Indirect heat recovery does not have to be an air to air exchange of energy. Other very common forms of indirect heating include:
- Hot Air to Steam
- This process commonly uses a fire-tube boiler connected to a direct fired thermal oxidizer.
- Hot Air to Fluid (glycol)
- Glycol hot water systems allow higher water temperatures than traditional water heating.
- Hot Air to Fluid (Thermal Oil)
- Thermal oil systems provide high temperature heating with very stable temperature profiles.
The examples above are very basic and simply illustrate the concept of using a hot waste gas stream for the benefit of lowering the natural gas required in a process heating apparatus. Now let’s connect the dots on how heat recovery equipment can lower your GHG footprint.
How Heat Recovery can Reduce Emissions:
GHG emissions are based on carbon dioxide. You’ve undoubtedly heard or read about the warming potential of carbon dioxide (CO2) in earth’s atmosphere. There are many other gases that have a CO2 equivalence factor, which is a mathematical factor applied to certain gases that emphasizes their Global Warming Potential (GWP). Consider the table below that illustrates the GWP of the most common GHG:
|
Greenhouse Gas
|
GWP
|
|
Carbon Dioxide
|
1
|
|
Methane
|
21
|
|
Nitrous Oxide
|
310
|
|
HFC (various)
|
12 to 11,700
|
|
PFC (various)
|
6,500 to 17,340
|
|
HFE (various)
|
11 to 14,900
|
In heat recovery system design, the goal is to minimize the consumption of natural gas (methane) in the process heating equipment. By reducing the amount of natural gas used, the resulting GHG emissions will be reduced. Therefore, heat recovery equipment offers any facility operator an opportunity for lower GHG emissions, and the amounts can be significant.
At CPI, we’ve developed a calculator that can quickly estimate the return on investment and identify the GHG reduction potential of a heat recovery system. Consider the example below:
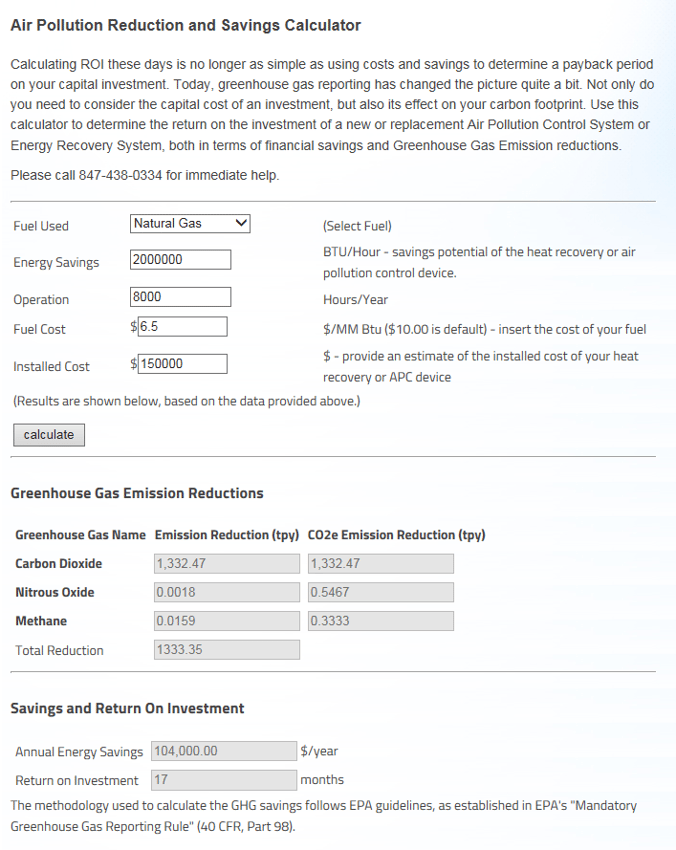
In this example, a heat recovery system that can offer up to 2,000,000 BTU/hr of natural gas reductions can provide an economic return on investment of less than 1-1/2 years (that’s pretty good by most CFO standards). The GHG reductions of over 1,300 tons per year is significant. You can experiment with different heat recovery models by using our online version of this GHG calculator.
Heat Recovery & Emissions Reduction Ideas
Below are some links to our case study pages that highlight just a few heat recovery success stories:
Can Coater Chooses the Quadrant SR Thermal Oxidizer
Heat Recovery System at a Flooring Manufacturer
How to qualify for gas utility rebate programs
Textile Supplier Benefits from Secondary and Tertiary Heat Recovery
Lastly, we’ve created a gallery of various heat recovery solutions that we hope can spark some creative energy conservation ideas:
 |
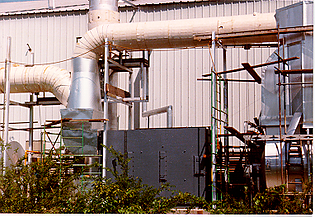
Thermal Oxidizer Using Direct Heat Recovery
Notice the duct drawing hot air off of the base of the exhaust stack. The hot air is mixed with fresh air and delivered back to the process for complete heating without energy input at the oven.
Energy Recovered: 1.3 MMBTU/hr
CO2-e Reduction: 866 tpy
|
|
|
|
|
RTO Using Indirect Heat Recovery
This solution uses hot combustion chamber gases indirectly over a plate & frame secondary heat exchanger to make hot process air for a fluidized bed drying process.
Energy Recovered: 5.37 MMBTU/hr
CO2-e Reduction: 3,580 tpy
|
 |
|
|
|
 |
Thermal Oxidizer Integrated With a Waste Gas Steam Generator
A coil coater realizes operational savings by integrating a direct fired thermal oxidizer with a steam generator. Coil coating operations require steam in the process and have very high VOC loadings. This system uses the energy from the VOC exhaust as fuel to create steam.
Energy Recovered: 2.15 MMBTU/hr
CO2-e Reduction: 1,433 tpy
|
|
|
|
|
High Volume – Low Temperature Heat Exchanger
A gypsum board manufacturer benefits from using innovative indirect heat recovery for very large volumes at relatively low temperatures.
Hot air – 68,000 scfm @ 305° F
Supply air – 136,000 scfm @ 225° F
Energy Recovered: 24.23 MMBTU/hr
CO2-e Reduction: 16,153 tpy
Annual Savings: $ 1,940,000/yr
ROI: 8 months
|
 |
|
|
|
 |
Silicone Thermal Oxidizer With Cleanable Secondary Heat Recovery
A manufacturer of highly engineered materials succeeds by using a specialized silicon dioxide resistant thermal oxidizer integrated with a highly efficient secondary heat exchanger. Both heat exchangers in the system have to be resistant to SiO2 particulate build up.
Energy Recovered: 7.1 MMBTU/hr
CO2-e Reduction: 4,330 tpy
|
Heat recovery solutions for oxidizers, or energy conservation systems, are looked at more seriously these days, in order to address the Environmental Protection Agency (EPA) greenhouse gas (GHG) emissions regulations to reduce global warming, rising fuel costs, and electricity costs.
Beyond the regulatory impact, thermal oxidizer heat recovery solutions may offer any facility operator an opportunity for reduced operating expenses. Coupled with a slew of energy efficiency rebate programs across the country, heat recovery equipment can really offer an attractive return on investment. We recommend checking DSIRE, a Database of State Incentives for Renewables & Efficiency, to quickly find incentives near you.
Hopefully our “Heat Recovery 101” sheds some light on the benefits of considering heat recovery equipment in your next air pollution control project, or as a standalone project. At Catalytic Products International, we work hard to set ourselves apart as more than just an oxidizer vendor. Our mission is to partner with our customers to deliver air pollution control and energy conservation solutions that provide the highest quality and lowest cost of ownership.
For more information about heat recovery, please feel free to contact our experts by calling 847.550.4339 or contacting us through this convenient link.